
Łączenie metalowych elementów bez przegrzewania materiału przydaje się wszędzie tam, gdzie liczą się precyzja, szczelność i rozsądna temperatura pracy. Ta technika daje czyste złącza przy drobnych naprawach, pracy z miedzią, elektroniką i lekkimi elementami warsztatowymi. W tym tekście znajdziesz praktyczne wyjaśnienie, jak działa, co przygotować, jak wykonać połączenie krok po kroku i kiedy lepiej sięgnąć po inną metodę.
Najważniejsze informacje w skrócie
- To sposób łączenia metali spoiwem, które topi się niżej niż łączone elementy.
- Największą różnicę robi przygotowanie powierzchni - bez czyszczenia i odtłuszczenia nawet dobry lut nie da trwałego efektu.
- W praktyce liczą się trzy rzeczy: spoiwo, topnik i źródło ciepła dobrane do wielkości elementu.
- Metoda sprawdza się najlepiej przy cienkich materiałach, detalach i połączeniach wymagających precyzji.
- Przy dużych obciążeniach, wysokiej temperaturze lub silnych drganiach zwykle lepszy będzie lut twardy albo inne połączenie.
Kiedy lutowanie miękkie ma przewagę nad innymi metodami
Ta technika ma sens wtedy, gdy chcesz połączyć metal bez nadmiernego grzania całego elementu. Dzięki temu łatwiej uniknąć odkształceń, przepaleń i uszkodzenia cienkich części, a samo łączenie da się wykonać precyzyjnie nawet na niewielkiej powierzchni. To właśnie dlatego tak często wybiera się ją przy naprawach przewodów, drobnych elementów miedzianych, blaszek czy złączy w sprzęcie elektronicznym.
Warto od razu odróżnić ją od metod „mocniejszych”. Lut twardy tworzy zwykle odporniejsze połączenie, ale wymaga wyższej temperatury i większej kontroli nad nagrzewaniem. Spawanie idzie jeszcze dalej, bo łączy materiał niemal konstrukcyjnie, lecz przy okazji znacznie mocniej ingeruje w sam element. Jeśli więc potrzebujesz dokładności, szczelności i umiarkowanej temperatury pracy, właśnie ten wariant często okazuje się najbardziej rozsądny.
| Metoda | Temperatura pracy | Co daje | Ograniczenia | Typowe zastosowanie |
|---|---|---|---|---|
| Lut miękki | Zwykle poniżej 450°C | Precyzję, szczelność, mniejsze ryzyko przegrzania | Słabszy przy dużych obciążeniach i wysokiej temperaturze | Elektronika, drobne naprawy, cienkie elementy |
| Lut twardy | Wyższa | Trwalsze złącze | Większe wymagania cieplne i większe ryzyko deformacji | Instalacje, elementy bardziej obciążone |
| Spawanie | Najwyższa | Najmocniejsze połączenie | Największa ingerencja w materiał | Konstrukcje nośne, prace warsztatowe |
Co przygotować, zanim zaczniesz pracę
Najgorszy błąd początkujących polega na tym, że skupiają się na samej lutownicy, a pomijają resztę zestawu. W praktyce jakość połączenia zależy równie mocno od spoiwa, topnika i czystości powierzchni, co od źródła ciepła. Jeśli kupujesz materiały do warsztatu albo do domowej naprawy, warto patrzeć nie na hasło „uniwersalne”, tylko na konkretny zakres zastosowań.
| Element | Na co zwrócić uwagę przy wyborze | Dlaczego to ważne |
|---|---|---|
| Spoiwo | Skład, średnica drutu, temperatura topnienia | Od tego zależy, jak łatwo popłynie i czy pasuje do danego materiału |
| Topnik | Rodzaj metalu, do którego jest przeznaczony | Pomaga usunąć tlenki i poprawia zwilżanie powierzchni |
| Źródło ciepła | Moc i precyzja nagrzewania | Małe elementy lepiej lutuje się lutownicą, większe czasem wymagają mocniejszego ogrzewania |
| Narzędzia pomocnicze | Szczotka, czyścik, papier ścierny, szczypce, imadło | Ułatwiają przygotowanie i stabilne utrzymanie elementu |
Do drobnych prac przydają się zwykle: lutownica, spoiwo, topnik lub kalafonia, coś do odtłuszczenia, a także narzędzie do unieruchomienia elementu. Przy większych częściach sam grot może okazać się za słaby, więc lepiej od razu założyć, że źródło ciepła trzeba dobrać do masy materiału, a nie tylko do samego typu metalu.
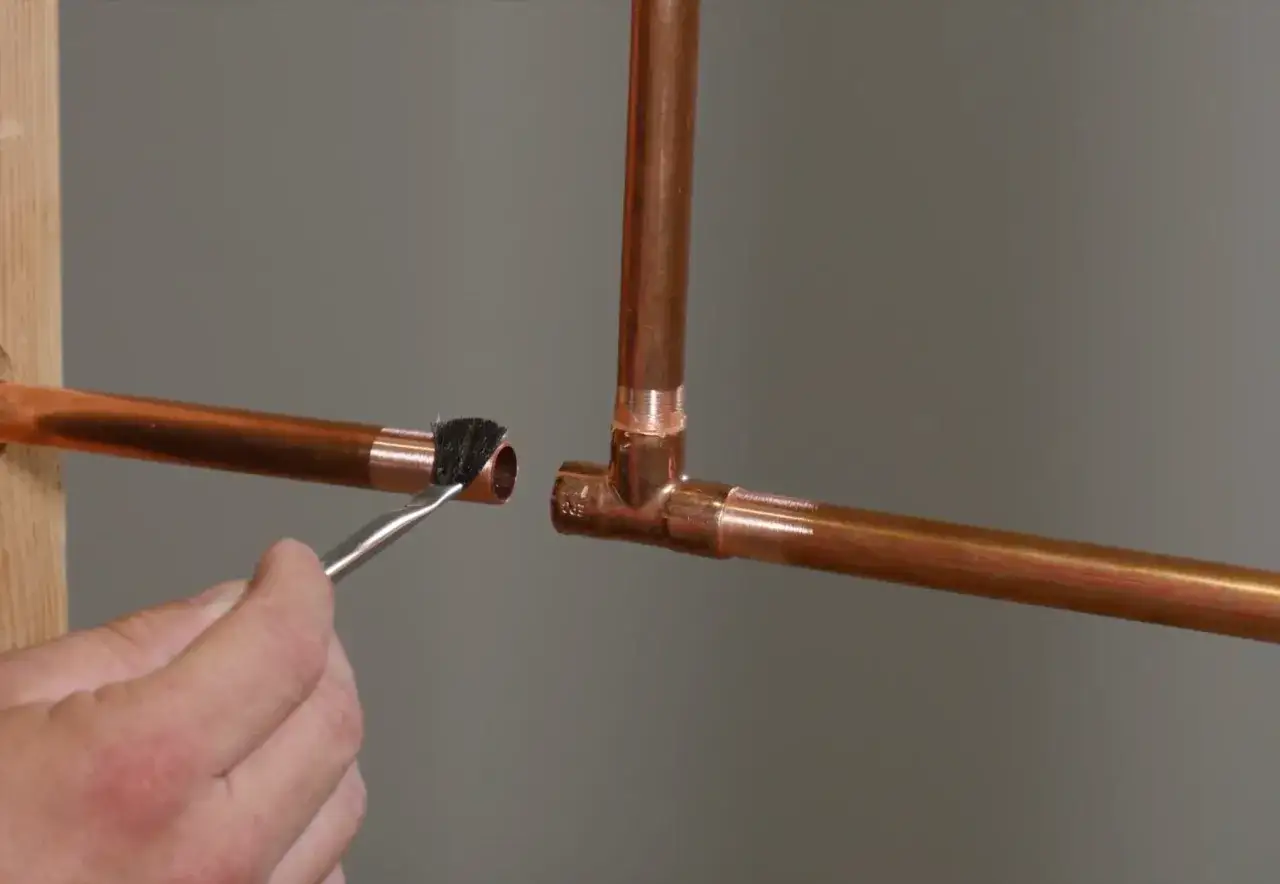
Jak przygotować złącze, żeby spoina wyszła równo
- Oczyść łączone powierzchnie do gołego metalu. Farba, tlenki, stara cyna i brud potrafią całkowicie zepsuć rezultat.
- Odtłuść miejsce łączenia. Nawet cienka warstwa oleju lub smaru utrudnia zwilżenie powierzchni przez spoiwo.
- Nałóż odpowiedni topnik. To on pomaga rozbić warstwę tlenków i sprawia, że lut zaczyna „płynąć” po materiale.
- Rozgrzewaj element, a nie sam drut. Spoiwo powinno stopić się od ciepła materiału, a nie tworzyć grudkę na końcówce grotu.
- Dodaj lut dopiero wtedy, gdy powierzchnia osiągnie właściwą temperaturę. Jeśli jest za chłodno, spoiwo nie rozleje się równo i zrobi się matowe.
- Zostaw połączenie w spokoju do całkowitego stygnięcia. Poruszanie elementem w tym momencie często daje słabą, kruchą spoinę.
Jeśli połączenie jest poprawne, spoiwo układa się równo, bez grudek i bez wyraźnych przerw. W przypadku elementów miedzianych lub cienkich blach ważna jest też niewielka, kontrolowana szczelina - zbyt duża utrudni kapilarne rozprowadzenie lutu, a zbyt ciasna może utrudnić jego wejście między części.
Najczęstsze błędy, które psują efekt
- Brak czyszczenia powierzchni - to najczęstsza przyczyna słabego zwilżenia i niestabilnej spoiny.
- Zbyt mała ilość ciepła - lut nie rozpływa się wtedy po materiale, tylko siedzi punktowo.
- Przegrzanie elementu - topnik spala się zbyt szybko, a spoiwo traci kontrolę nad rozpływem.
- Za duża ilość lutu - gruba, ciężka kropla wygląda „solidnie”, ale często daje więcej szkody niż pożytku.
- Ruszanie elementem podczas stygnięcia - nawet niewielki ruch może stworzyć mikropęknięcia.
- Dobór niewłaściwego topnika - nie każdy preparat działa tak samo na miedź, stal czy elektronikę.
W praktyce wiele nieudanych prób wynika nie z „za słabej lutownicy”, tylko z pośpiechu. Jeśli powierzchnia jest dobrze przygotowana, a ciepło jest podane w odpowiednim momencie, połączenie zwykle wychodzi znacznie lepiej niż przy wielokrotnym poprawianiu spoiny.
Gdzie ta metoda sprawdza się najlepiej, a gdzie lepiej wybrać coś innego
Największą zaletą tej techniki jest jej uniwersalność przy lekkich i średnich zadaniach. Dobrze sprawdza się w elektronice, przy naprawie przewodów, drobnych elementów miedzianych, ozdobnych detali, cienkich blaszek i niektórych połączeń instalacyjnych. Tam, gdzie materiał nie powinien zostać mocno przegrzany, często daje najlepszy kompromis między wygodą a jakością.
Są jednak sytuacje, w których warto od razu odpuścić. Jeśli złącze ma pracować pod dużym obciążeniem mechanicznym, w wysokiej temperaturze albo w warunkach mocnych drgań, zwykła spoina może być za słaba. W takich przypadkach bezpieczniej rozważyć lut twardy, spawanie albo inne rozwiązanie konstrukcyjne zgodne z wymaganiami danego elementu.
W instalacjach wodnych, grzewczych i gazowych decyzja nie powinna opierać się wyłącznie na wygodzie pracy. Znaczenie mają też warunki eksploatacji, wymagania producenta i lokalne przepisy. To właśnie tutaj najłatwiej o błędne założenie, że „skoro element da się połączyć, to będzie to dobre połączenie” - w praktyce nie zawsze tak jest.
Jeśli chcesz kupować materiały rozsądnie, zwracaj uwagę na dwie rzeczy: przeznaczenie produktu i realne warunki pracy złącza. Cena sama w sobie niewiele mówi. Czasem lepszy będzie prosty, dobrze dobrany lut i porządny topnik niż droższy zestaw opisany jako uniwersalny.